В.И. Горынин, В.А. Коноваленко,
Д.Н. Меркин
Способы
и детали перспективного крепежа для резьбового соединения
Для сложных, а также крупногабаритных и высоконагруженных конструкций различного
назначения растущее промышленное применение получают механически сопрягаемые
резьбовые соединения взамен неразъёмных сварных. Каждая крепёжная деталь
проектируется по размерам, рассчитывается на прочность, технологически
индустриально изготавливается и собирается в систему соединения с затягом
в отличие от не столь системного сварного, что позволяет получить практически
идеальную по простоте систему резьбового соединения. Однако ослабление
и самоотвинчивание крепёжного резьбового соединения до сих пор является
общей проблемой во всех случаях, где присутствуют чрезмерная вибрация и
динамические нагрузки.
а) шайба для предотвращения
самоотвинчивания при вибрации
В настоящее время такие резьбовые элементы соединения, как винты, болты,
шпильки и подкладные шайбы, которые имеют более 12 стандартных вариантов,
используют свойство «самоторможения», при котором рабочая растягивающая
нагрузка не вызывает поворота гайки относительно свинченной с ней крепёжной
детали. Однако при вибрациях, приводящих к взаимному смещению деталей и
снижению коэффициентов трения, «самоторможение» может нарушаться, создавая
условия для нежелательного самоотвинчивания. Нетрудно видеть, что использование
шайб, как стопорящих элементов, должно, как минимум, компенсировать отвинчивающий
момент.
Проблеме предотвращения негативного влияния вибрации было посвящено много
сил и времени, но безупречное по надёжности и одновременно простое конструктивно-технологическое
решение так и не было найдено. Одним из относительно удачных решений, разработанных
в шведско-американской компании Nord-Lock (рис. 1) является парная стальная
система шайб стопорно-клиновой фиксации с насечкой и зубцами. Эта парная
система по сути состоит из двух крепёжных шайб, имеющих сложные рельефы
ответных выступов и впадин.
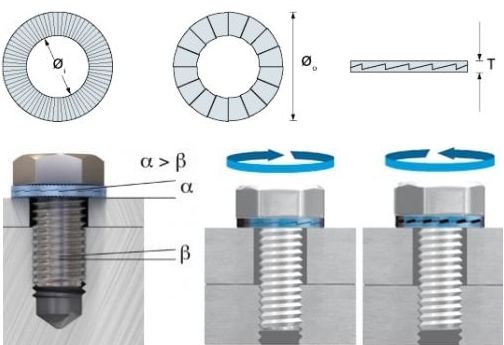
Рис. 1. Система шайб
шведско-американской компании Nord-Lock
Крепёжная парная система шайб Nord-Lock за счёт клина, создаваемого двумя
шайбами своими сложными профилями, увеличивает нормальное давление, следовательно,
и силу трения пропорционально приложенному усилию. Такая конструкция работает
вполне удовлетворительно, но, во-первых, высокоточная геометрия рельефа
насечек и зубцов для обеспечения парного варианта шайбы достаточно сложна
в изготовлении, во-вторых, внешняя насечка в значительной степени повреждает
и сам крепёжный элемент, и, что важнее, поверхность скрепляемой детали.
Однако необходимого предотвращения самоотвинчивания можно достичь, используя
«эффект закрепления» или другими словами «закусывания», связанного с понятием
«угла трения».
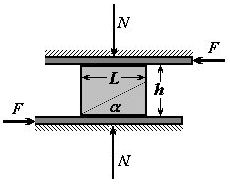
Рис. 2. «Эффект закрепления»
«Эффект закрепления» представлен на рисунке 2, где между двумя плоскостями
помещено тело прямоугольного сечения. Горизонтальный размер сечения L,
a его высота равна h. Плоскости прижимаются друг к другу силой N , a их
сдвиг друг относительно друга обеспечивает сила Fc.
Поскольку движение происходит с пренебрежимо малым ускорением, оно начинается
при условии
Fc = Fтр
= k • N, ( 1 )
где k – коэффициент
трения, N – сила нормального давления.
Пара сил Fc = Fтр
создаёт момент силы
Fтр • h = k • N • h, ( 2 )
вращающий брусок против
хода часовой стрелки. Его уравновешивает момент силы N, максимальное значение
которого равно N • L. Из этого равенства следует, что равновесие наблюдается
при равенстве коэффициента трения k и отношения h/L. Если h/L больше, момент
силы трения компенсируется ростом силы нормального давления вплоть до предела
прочности материала бруска.
Иначе говоря, сила нормального давления, а, следовательно, и сила трения
растут при увеличении сдвиговой силы благодаря положительной обратной связи,
обеспечивающей тормозящую силу, ограниченную только прочностью взаимодействующих
материалов. Шайба для предотвращения самоотвинчивания резьбового соединения
за счёт эффекта закрепления при этом может быть представлена, например,
на рисунке 3 в следующем виде:
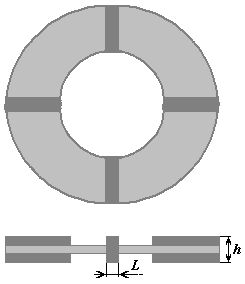
Рис. 3. Схема шайбы «закрепления»
Здесь тонкая пластина шайбы в монолитном исполнении несёт на себе несколько
«тормозных» брусков, которые и обеспечивают «эффект закрепления». Рассматриваемая
моношайба на рисунке 3 позволяет фиксировать оба направления вращения.
Для того, чтобы моношайба с эффектом закрепления не препятствовала процессу
затяга соединения, а блокировала только обратное ему вращение, «тормозные
бруски» должны иметь ромбовидное (параллелограммное) сечение, имеющее определённый
наклон в направлении затяга, как показано на рисунке 4.
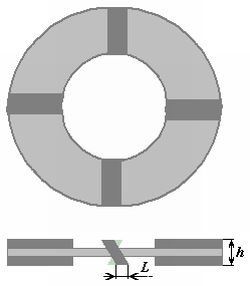
Рис. 4. Схема «затяжной»
шайбы
Следует отметить, что представленные рисунки и их описание в некоторой
степени гиперболизированы. Поскольку на самом деле, если учесть, что коэффициент
трения k для стали составляет примерно 0,15, то для L = 2 мм достаточно
h > 0,3 мм. Моношайбы с «эффектом закрепления» могут быть изготовлены,
например, горячей штамповкой двух типов: отдельно для левосторонней с закручиванием
гайки против часовой стрелки и отдельно для стандартной правосторонней
резьбы с вращением по часовой стрелке. Моношайбы просты в условиях заданной
серийности производства без использования весьма высокоточного специального
оборудования с программным управлением для изготовления насечек и зубцов
сложной геометрии обеспечения стопорения и сцепления в парную шайбу. Крепёжные
моношайбы также позволяют обеспечить простоту и производительность изготовления
за счёт сравнительно малочисленных «тормозных брусков» несложной геометрической
формы, обеспечивающих стойкость резьбового соединения к вибрации.
б) Кольцо биметаллическое
для автозатяга резьбового соединения при повышенной температуре.
Другим
фактором нежелательного ослабления затяга ответственного резьбового соединения
и потери герметичности узлов конструкции служит разница температур сборки
крепежа агрегата и выбранного режима его работы. Для устранения этих факторов
компанией Nord-Lock была запатентована простая и прогрессивная система
натяжения вместо использования трудоёмких технологий затяга с применением
громоздких и тяжеловесных гидродомкратов и гайковертов. На систему натяжения
были получены патент США № US 11,092,186 B2 и международная заявка ВОИС
– WO 2018/065898. Согласно им круглый (не шестигранный) корпус гайки содержит
требуемое количество резьбовых отверстий, по которым малогабаритные и сравнительно
немногочисленные нажимные винты требуемого типоразмера вытягивают основной
стержень большого болта или шпильки на заданное усилие натяга. Однако эти
нажимные винты, несмотря на то, что работают в, казалось бы, благоприятных
условиях сжатия, могут вследствие своей релаксации напряжений снижать исходный
натяг основного стержня болта или шпильки.
Сами эти малые нажимные винты упираются своим нижним концом в закаленную
стальную шайбу простого сечения, которая расположена под корпусом гайки
и при повышенной температуре может подвергаться воздействию длительного
отпуска, преимущественно среднетемпературного, снижая при этом свою исходную
твёрдость и ослабляя тем самым натяг большого болта или шпильки, что не
допустимо. Усилие натяга рекомендуется до 75% от предела текучести высокопрочной
с учётом приемлемого баланса относительно временного сопротивления стали
для болтов и шпилек при условии отсутствия наступления значительной пластической
деформации металла натягиваемого крепежа.
Отметим, что система натяжения считается работоспособной при соблюдении
большого числа запатентованных технических требований к конструкции и материалам
основного и вспомогательного крепежа с учётом их геометрии резьбы. Однако
всё это вместе взятое достаточно трудоёмко в изготовлении и осуществимо
при условии дополнительной регулировки в процессе работы при крепёжной
сборке агрегата или конструкции (рис. 5), что является существенным недостатком.
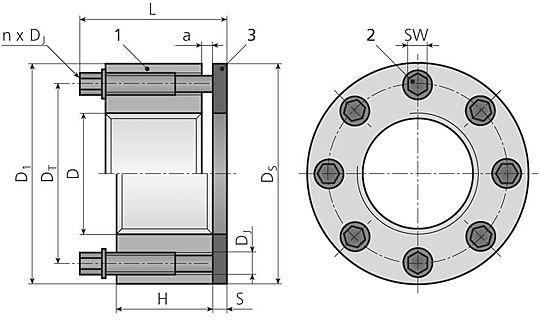
Рис. 5. Решение с «натяжными»
винтами (1 – гайка, 2 – винты, 3 – шайба)
В связи с этим целесообразно применение прогрессивного конструктива нового
и неизвестного до настоящего времени элемента крепежа – плоского кольца
биметаллического тонколистного исполнения с внутренней резьбой на верхнем
основном слое из низколегированной конструкционной стали, где нижний более
тонкий слой относительно общей толщины кольца выполняется из нержавеющей
стали, фосфорной бронзы и др. материалов (рис. 6). Резьба в нижнем коррозионно-стойком
и более теплоустойчивом высоколегированном слое отсутствует.
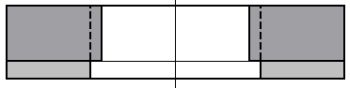
Рис. 6. Биметаллическое
кольцо
Этот новый элемент крепежа для автозатяга резьбового соединения в условиях
без релаксационной работы легко штампуется из биметаллического листа или
изготавливается сваркой трением верхнего слоя из конструкционной низколегированной
стали со слоем из нержавеющей стали, например, аустенитного класса известной
хромоникелевой композиции с добавками других элементов.
В режиме периодического включения основного агрегата (так сказать в режиме
«термовибрации») для предупреждения отвинчивания под биметалличесое кольцо
можно дополнительно ставить шайбу по п. а).
 В оглавление
В оглавление